精密注塑模具方案提供商
不止是模具,更为产品快速量产负责
不止是模具,更为产品快速量产负责






其实,你需要的不仅仅是一个模具
精度不够,毛刺太多?
频频返修,耽误进度?
量产故障,市场泡汤?
注塑周期长,成本增加?
反复拖延,无力吐槽?

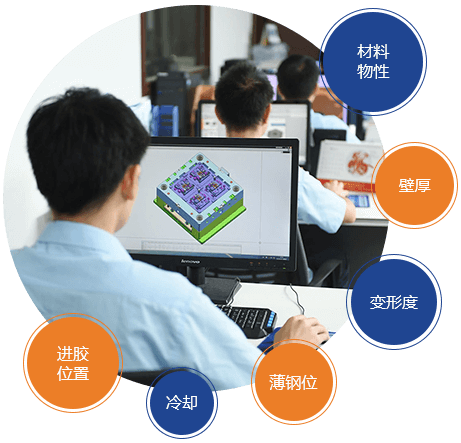
分析通过对材料物性,产品的可行性分析,如壁厚、变形度、进胶位置等,提前预判断潜在问题
沟通与客户保持紧密沟通,站在客户维度了解产品功能性需求及注意事项,如结合线的要求, 外观面的要求等
设计严格设计审查制度和清单检查,设计前,方案结构讨论会设计中,设计师根据检查清单自检;设计后,跟制造部一起评审

从来料、加工、最终成型,每个环节质检,提前发现问题
每个项目都有成套的质检报告,便于追溯, 外观面的要求等
每一款钢料都是德国美国进口,并可提供原厂证明
每个项目配备项目经理,严格遵循排期表管控项目周期
为每个项目每周提供进度报告和模具照片,让客户时时了解状态
在线提供试模录像,让客户了解模具运行情况
铭洋宇通——十五年的技术沉淀



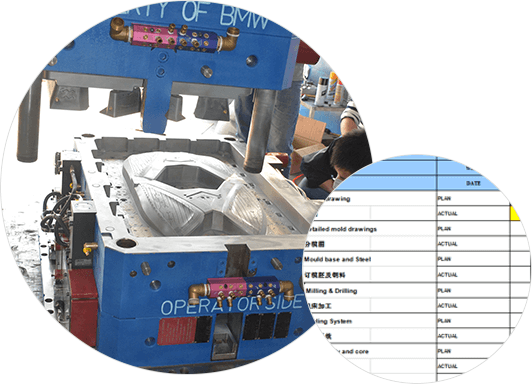
BMW end cap 1000T大型双色模具,前模顶出需要开模同时沿分型面顶出,合模需要分型面推前模顶出系统回位,经过我们工程团队前期跟客人提出的有效建议对产品的优化,结果模具试模一次成功。
查看详情


专注高端智能结构模具,持续为客户提供增值服务

从模具设计开始,到产品持续量产,提供全生命周期的服务支持 量产过程,模具出现任何问题,无条件提供技术支持 持续售后跟进服务,主动提供量产加工技术咨询服务

10多年来,一直服务海外市场,积累大量先进模具加工经验 为德国博世、韩国现代、美国福特、通用汽车等大型企业提供模具制造服务

20多年行业经验的骨干团队,擅长各种复杂模具的开发设计拥有多台日本,台湾模具制造设备,为您提供注塑加工一站式服务从源头设计出发,为您提供优化模具方案,帮您节省成本
我们承诺:重视您的每一点反馈,做到高效及时处理!

需求沟通

可行性分析

模具设计

客户确认

模具制造

交样

内部优化

交样
客户确认

进行量产

售后跟踪
专注精密模具制造及注塑
NEWS

双色模具注塑加工的过程是一个非常严格的过程。想要制作出好的模具,就必须对模具注塑的过程进行严格把控。尤其是要对双色模具注塑制作的注意事项有所了解,这样才能更好地避免双色模具注塑加工的过程出现一些不必要的问题。那么双色模具注塑制作要注意哪些事项呢?下面小编今天来为大家分享下:

我们看到的有多种颜色的塑料制品是如何制作出来的呢?对于就多种颜色来说双色注塑和二次注塑都能产生这样的产品,那么双色模具注塑和二次注塑有什么区别呢?下面铭洋宇通双色模具厂家就来为大家进行介绍。
聚甲基丙烯酸甲酯(PMMA)
PMMA,大家更熟悉的是它的俗称 —— 有机玻璃。其透明度之高令人...
在包胶二次注塑成型过程中,TPE软胶粘模具的问题确实是一个需要重点关注的方面。为了改善TPE软胶...
注塑成型是塑料制品加工的一种常见方法,但在生产过程中,可能会出现一些问题,其中之一就是缺料...
很多网友都提出这样的问题,既然3D打印这么普遍了,而且速度又快,这个价格又便宜,是不是以后就...
由于射出压力的作用,塑胶模具产生变形错位,过大的压力施加在塑胶模具的滑动部,造成咬合现象.
取出残留在塑胶注塑模具注口内料头的方法有哪些?
所称的气蚀,是指注塑模内的材料从表面开始固化,在模具内的全部体积上相对不足,因此形成真空状...
造成注塑成型制品产生白化的原因是什么?
注塑成型加工产生毛边的原因有很多,需要综合考虑注塑设备,注塑模具,注塑工艺,原材料等各方面...
在塑料制品生产中,注射成型是常用的方法之一。虽然注射成型得到了较为广泛的应用,但是在实际生...
 汽车行业
汽车行业  手机行业
手机行业 家用电器行业
家用电器行业 LED行业
LED行业 其他行业
其他行业